Les analyses de capabilité
Performance et capabilité
La capabilité est le rapport entre la performance souhaité et la performance réelle d'un processus.
La stabilité d'un processus pourra être mis sous contrôle à l'aide des cartes de contrôle ( aux mesures ; aux attributs ).
L'analyse de capabilité
La capabilité est une méthode de mesure de l'aptitude d'une machine, d'un procédé ou d'un moyen de mesure.
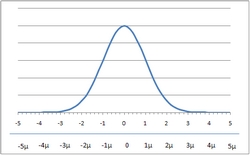
Les calculs de capabilité utilisent les fondements des lois statistiques dont la plus utilisée est la loi normale .
Les différents indicateurs
| Indicateur | Définitions |
|---|---|
| Cmc | Capabilité de la mesure |
| Cm | Capabilité intrinsèque des équipements (machine) |
| Cp | Capabilité de dispersion court terme du procédé |
| Cpk | Capabilité de centrage court terme du procédé. |
| Pp | Capabilité long terme du procédé |
| Ppk | Capabilité de centrage long terme du procédé |
Dans le cas d'une distribution suivant la loi normale, la dispersion correspond à un intervalle de 6σ soit 3σ à gauche de la moyenne et 3σ à droite de la moyenne.
La capabilité (C) d'un moyen de production dépend de deux facteurs :
- La dispersion du processus qui est égale à 6σ
- L'intervalle de tolérance IT de la caractéristique

Dans la mesure où la capabilité est calculée à partir d'un échantillon, nous devons utiliser l'écart-type estimé désigné par s. La formule sera donc :

La capabilité du processus de fabrication pourra alors être calculée avec la formule suivante :
Les indicateurs de capabilité sont le Cp et le Cpk
La capabilité notée Cp

Comme nous l'avons vu plus haut cet indicateur permet de signifier si le processus est capable de réaliser les pièces dans les spécifications souhaitées.
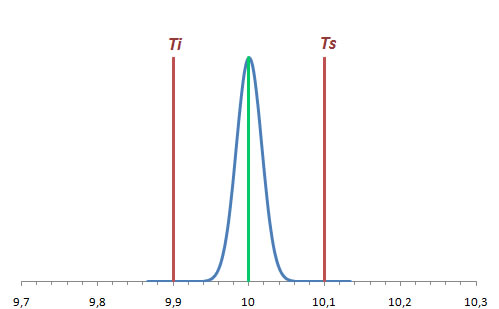
Dans la représentation ci-dessus on peut clairement indiquer que le processus de fabrication est capable.
La capabilité notée Cpk
Cet indicateur mesure le décentrage par rapport à la moyenne.


Autrement dit, il existe deux cas possibles et donc deux calculs possibles pour le Cpk
- cas n°1: la moyenne est plus proche de la tolérance supérieure.
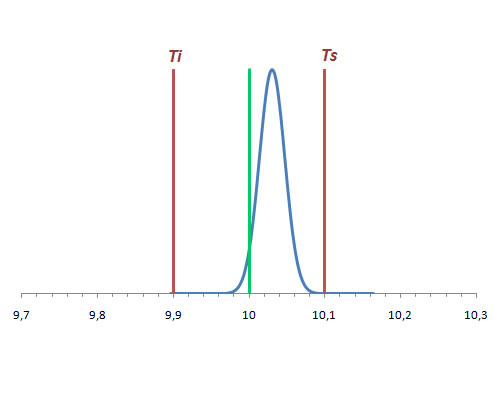
Dans ce cas, le calcul sera :

cas n°2 : la moyenne est plus proche de la tolérance inférieure.
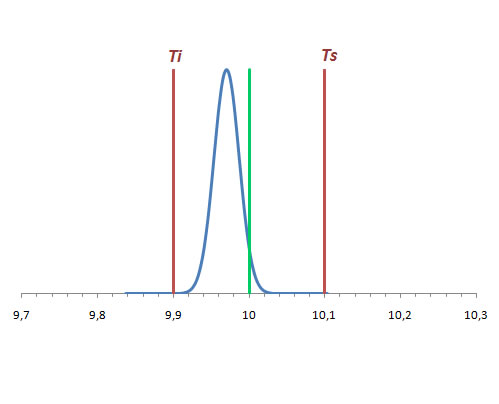
Dans ce cas, le calcul sera :

L'évaluation de la qualité se fait sur un échantillon, à partir duquel on va estimer le niveau de qualité moyen d'une production.

Titre : Appliquer la maîtrise statistique des processus (MSP/SPC)
Auteur : Maurice Pillet
Édition : 4
Éditeur : Editions d'Organisation , 2005
ISBN : 2708133497, 9782708133495
Longueur : 530 pages
Suite de cette page en cours de rédaction. Revenez à partir du 18 décembre 2019
Découvrez nos micro-formations et conseils en:
- Utilisation des outils qualité
- Le contrôle qualité
- Techniques de résolution de problèmes
- Le tableaux de bord qualité
- ... et bien plus encore!
Formations sur mesure adaptées à VOS besoins, disponibles rapidement.
📩Écrivez-nous à: commentprogresser@gmail.com
Nicolas DEROBERT
