Étude R&R
Qu'est-ce qu'une étude R&R ?
L'étude R&R est une méthode statistique permettant de mesurer la performance d'un système de mesure en termes de répétabilité et de reproductibilité.
Elle permet d'évaluer l'impact du moyen de mesure et l'impact des opérateurs sur le résultat de mesure.
Pourquoi faire une étude R&R ?
La maîtrise des processus consiste à réduire les causes de variation sur le processus. Pour réduire les variations du processus et il est important d’identifier les variations qui sont liées au système de mesure.
L'étude R&R permet d’identifier les composantes principales de ces sources de variation. Des procédures et des formations permettront par la suite d'améliorer le processus de mesure.
Une fois la variabilité du processus de mesure maîtrisée, il sera alors possible de travailler sur les causes de variation du processus de production.
Les sources de variation de mesure
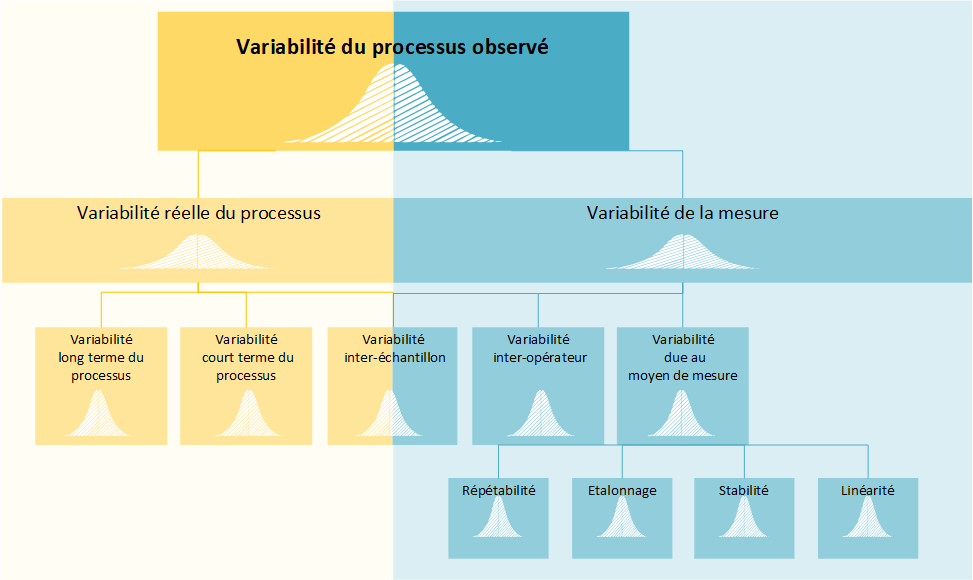
Lorsque nous faisons une observation d'un process, nous observons la variation courante sur le process cumulée à la variation du processus de mesure.
La variation lié au moyen de mesure
La variation liée au moyen de mesure peut-être séparée de la façon suivante
- L'étalonnage (Est-ce que mesure est juste ?)
- La stabilité (Est-ce que le moyen de mesure change dans le temps ?)
- La répétabilité (Y a-t-il une variation du moyen quand il était lisez par une seule personne dans un bref intervalle de temps ?)
- La linéarité (Est-ce que le moyen de mesure en plus précis sur les petites valeurs que sur les grandes valeurs et vice-versa ?)
En regardant la variabilité de façon globale nous pouvons repositionner la variabilité couverte par le R&R.

L'étude R&R ne permet pas d'évaluer le système de mesure dans la globalité. La linéarité, l'étalonnage et la stabilité sont également importants, mais ils ont ont, en générale, moins d'impact sur la variabilité de mesure. Pour cette raison le R&R est en réalisé en premier avant l'étude des autres sources de variabilité.
Les études R&R sont réalisées de façon à distinguer clairement les sources de variabilité de répétabilité (moyen de mesure) et de reproductibilité (opérateur) des autres sources de variabilité du processus de mesure.

Note : Il est recommandé d'accompagner les études R&R avec un étalonnage.
La répétabilité est l'expression des variations propres à l'appareil de mesure. Elle est obtenue par répétition des mesures d'une caractéristique en gardant les mêmes conditions sur les 5M. Pour ce faire, la répétition des mesures doit se faire dans un court laps de temps.
La reproductibilité est l'expression des variations issues de l'ensemble des facteurs du 5M .
Procédures d'exécution d'une étude de R & R
La manière habituelle de réaliser pour réaliser une étude R&R est celle de General Motors.
Un minimum de
deux opérateurs
et
10 échantillons
sont utilisés pour l'étude. Chaque opérateur mesure chaque échantillon au moins deux fois, tout en utilisant le même appareil.
Chaque série de mesures sur tous les échantillons par un opérateur s'appelle un "essai". Cette approche permet d’appréhender la variabilité inhérente au dispositif (répétabilité) qui est séparé de la variabilité supplémentaire due à la variation entre opérateurs (reproductibilité).
Cette approche définit généralement le R&R comme étant un intervalle contenant 99% (5.15σ) de la distribution théorique. Certaines organisations utilisent des définitions différentes. Certaines utilisent un intervalle à 99,7% (6σ) d'autres utilisent une plage de 95% (4σ) pour définir les intervalles de répétabilité, de reproductibilité et de R&R.
Si vous utilisez un logiciel, il vous demandera de confirmer la définition de l'intervalle. Pour éviter toute confusion, notez clairement quel intervalle est utilisé.
Cette approche utilise les paramètres du contrôle statistique de la qualité pour calculer des estimations de divers écarts types. La R&R peut également être analysée comme une expérience conçue avec des composantes de la variation estimées à partir d'une analyse de variance. Étant donné que de nombreux praticiens ne possèdent pas ce type de sophistication statistique, les techniques de plage sont privilégiées dans ce manuel. Les résultats sont équivalents.
Les critères d'évaluation décrivaient à l'origine les résultats de R&R sous forme d'un pourcentage des spécifications de processus. Il est devenu plus courant de décrire les résultats sous forme d'un pourcentage de la variation du processus. Cette dernière approche a l'avantage de ne pas être dépendante sur des spécifications qui peuvent être arbitraires. Cependant, les deux approches sont valables.
La procédure implique deux à quatre opérateurs. Plus de quatre peuvent être utilisés, même si l’étude risque de devenir difficile à manier.
Le nombre recommandé d'opérateurs est de trois. (Trois opérateurs fournissent de meilleures estimations de la reproductibilité.)
Note : Sous des conditions de répétabilité, la variabilité du système de mesure est minimale et ne comporte que la composante de la répétabilité.
Dans notre exemple, un qualiticien cherche à déterminer l'aptitude d'un nouveau système de mesure pour mesurer une caractéristique d'un produit fini. 10 unités de produits finis sont prélevés et un contrôleur réalise une série de 2 mesures pour chacune des unités prélevées. Les deux mesures sont réalisées dans un intervalle de temps court avec l'ensemble des conditions de répétabilité réunis. Dans notre exemple, la spécification demandée est de 19 ± 4. Vous trouverez ci-dessous le tableau des mesures relevées par l'opérateur.
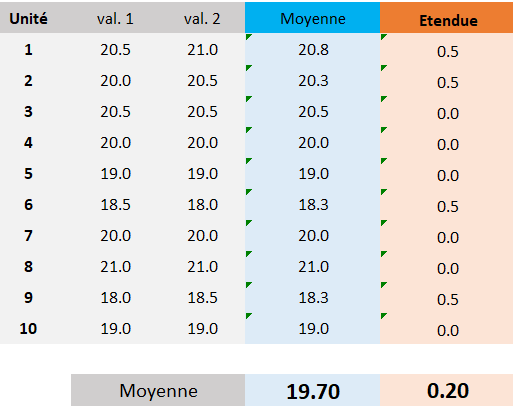
On peut tout de suite remarquer que toutes les mesures ne sont pas identiques. Le processus de mesure a donc une incidence sur la variabilité totale.
La carte X trace le pouvoir discriminatoire de l'instrument de mesure, tandis que la carte R permet de décrire l'amplitude de l'erreur de mesure. La carte R montre que le processus est stable ce qui indique que l'opérateur n'a pas de difficultés à utiliser l'instrument de mesure. Voici les cartes de contrôle que nous obtenons :
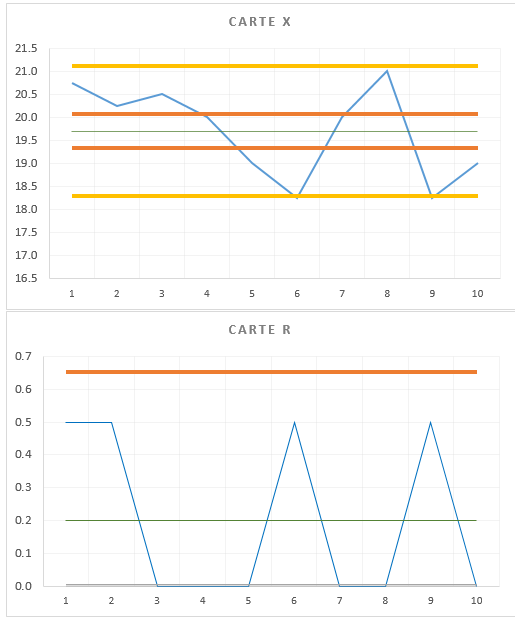
La carte X trace le pouvoir discriminatoire de l'instrument de mesure. Une carte qui aurait un faible pouvoir discriminatoire aurait un tracé qui serait relativement plat puisqu’il ne serait pas capable de rendre visuelles les petites valorisations. Dans ce cadre-là, les limites de surveillance ne seront pas utilisées puisque l'objet de la démarche n'est pas de surveiller la variabilité du process, mais bien de déterminer l'aptitude du processus de mesure.
La carte R permet de décrire l'amplitude de l'erreur de mesure. Dans ce contexte, c'est cette carte qui est particulièrement importante. Dans notre exemple, la carte R montre que le processus est stable, les étendues sont toujours du même ordre. Cela indique que l'opérateur n'a pas de difficultés à utiliser l'instrument de mesure.
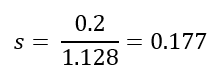
L'estimateur de l'écart-type est calculé.

Note : Pour obtenir la valeur d2 et comprendre le calcul vous pouvez vous référer à ce chapitre : Écart-type établi à partir d'un échantillon.
La valeur obtenue est de :
L'aptitude de notre système de mesure peut-être calculé en faisant le rapport entre la dispersion et la tolérance. Ce rapport est noté PS.
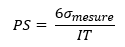
La valeur obtenue est de :
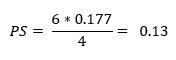
Si la valeur de PS est inférieure à 10 % alors elle est jugée bonne. Si elle est supérieure,le processus ne sera pas considéré comme capable.

Titre : Estimer l'incertitude : mesures, essais
Auteurs : Christophe Perruchet, Marc Priel
Éditeur : FeniXX
ISBN : 2402115270, 9782402115278
Longueur : 150 pages

Titre : Dictionnaire pratique de la métrologie: Mesure, essai et calculs d'incertitudes
Auteur : Christophe Bindi
Éditeur : Afnor, 2006
ISBN :2124607227, 9782124607228
Longueur : 380 pages
Découvrez nos micro-formations et conseils en:
- Utilisation des outils qualité
- Le contrôle qualité
- Techniques de résolution de problèmes
- Le tableaux de bord qualité
- ... et bien plus encore!
Formations sur mesure adaptées à VOS besoins, disponibles rapidement.
📩Écrivez-nous à: commentprogresser@gmail.com
Nicolas DEROBERT
